Лазерная наплавка и аддитивные технологии
Лазерная наплавка — это технологический процесс, в процессе которого на поверхности изделия создается сварочная ванна с подачей в неё наплавляемого материала с последующей кристаллизацией и образованием защитного слоя. Создается высококачественное покрытие с металлургической связью с подложкой. В качестве наплавляемого материала могут использоваться как порошки, так и проволоки.
Восстановительная лазерная наплавка применяется для получения первоначальных размеров изношенных или поврежденных деталей. В этом случае наплавленный лазером металл близок по составу и механическим свойствам основному металлу.
Использование аддитивной технологии позволяет изготавливать детали сложной формы с внутренними криволинейными отверстиями, недоступными для изготовления другими методами обработки. Прямое изготовление с САПР и отсутствие множества переустановок детали на станке позволяет получить микронную точность изделия.
Обычно лазерные установки входят в состав роботизированных комплексов, тем самым система является полностью автоматизированным процессом.

Схема работы горелки установки лазерной наплавки
Особенность работы установки лазерной наплавки:
- Транспортирующий газ: отсутствует;
- Тип материала для напыления: порошок, проволока;
- Источник питания: сеть 380В/32А;
- Плавление материала: лазерный пучок.
Свойства покрытий и материалы
При наплавке используются материалы на основе Ni, Co, Fe с возможностью примесей широкой номенклатуры легирующих компонентов с различными механическими характеристиками.
Основные характеристики покрытий, наносимых методом лазерной наплавки:
|
 |
Установка лазерной наплавки
Состав установки:
- Шкаф управления;
- Шкаф газоподготовки
- Питатель порошка;
- Источник лазерного излучения;
- Головка оптическая;
- Охладитель источника лазерного излучения;
- Охладитель оптики.
Преимущества метода:
- Ультрадисперсная структура покрытий;
- Минимальные тепловложения;
- Восстановление геометрии изделий;
- Высокий КИМ.
 |
 |
 |
 |
Оказываемые услуги по лазерным технологиям наплавки
ООО «РК Инжиниринг» всегда готово предложить свои услуги в проведении комплексных опытных и конструкторских работ с применением технологии лазерной наплавки, закалки и аддитивного выращивания.
Актуальные предложения:
- Стационарные: в производственных условиях.
- Выездные работы: на территории заказчика. Проектный комплекс лазерной установки под индивидуальные требования.
В комплекс мероприятий входит полное сопровождение технической документации на всех этапах выполнения работ.
Готовые решения в применении метода лазерной наплавки:
- Восстановление и упрочнение рабочих поверхностей бурового, энергетического, нефтедобывающего оборудования и запорной арматуры;
- Упрочнение навесного оборудования горнодобывающей, сельскохозяйственной, строительной, автомобильной техники;
- Восстановление геометрии валов и ответственных сложных изделий
- Закалка режущего инструмента, резьбовых поверхностей, цилиндрических деталей
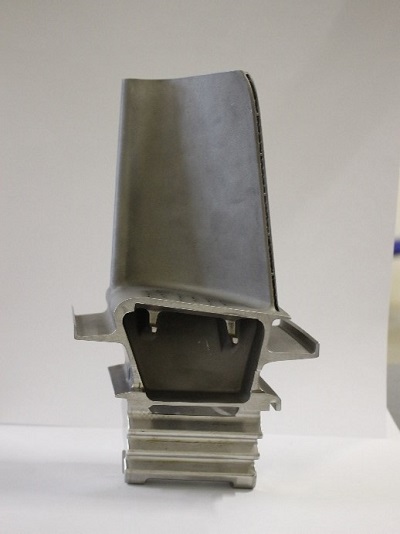
- Изготовление деталей сложной формы, восстановление геометрии изношенных лопаток авиационных турбин, атомных, тепловых и гидроэлектростанций.
 |
 |
 |
Примеры выполненных работ
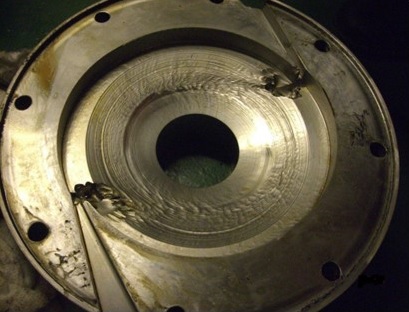
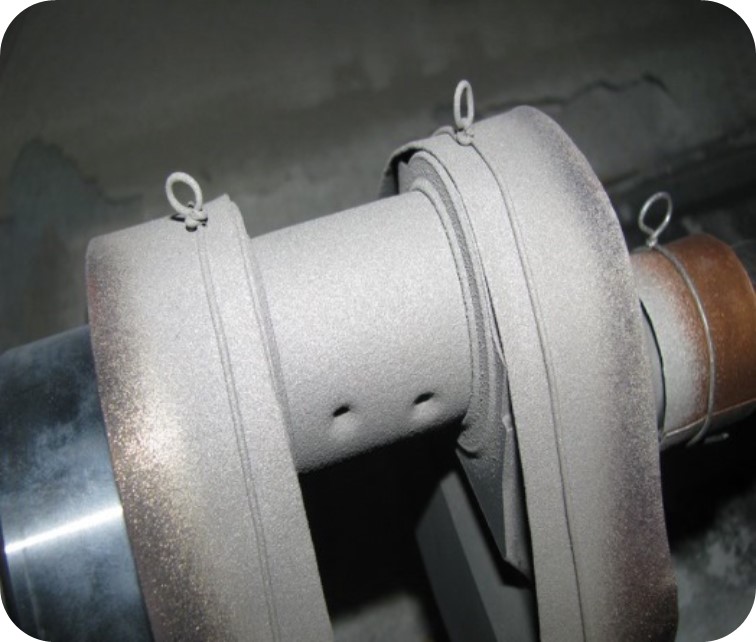
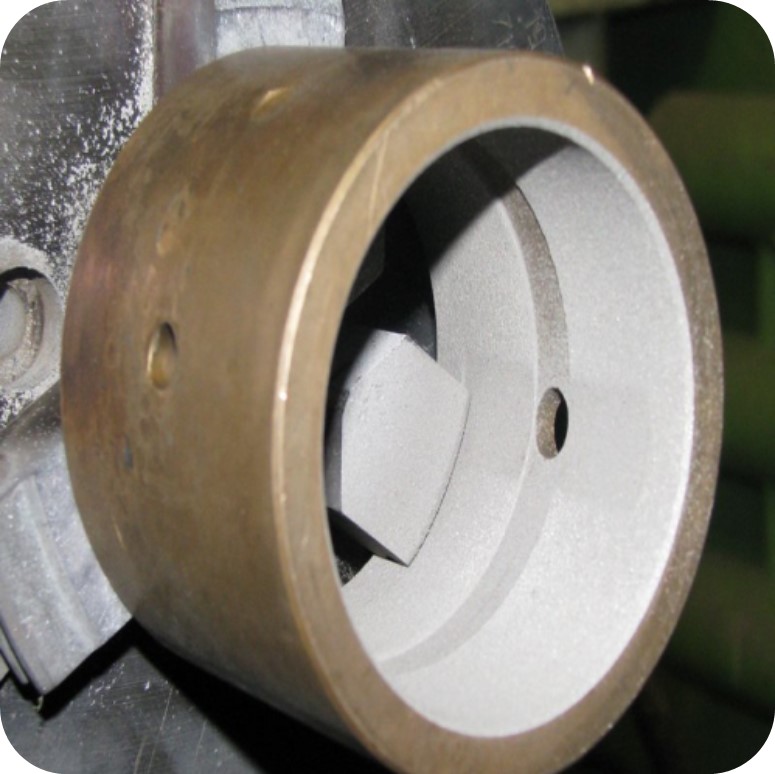
1) Восcтановление геометрии крышки насоса для перекачки жидкости балластных танков
|
Среда: жидкость с абразивными частицами (до 6%). Проблема: коррозионно-абразивный износ. |
 |
Решение: Проведение наплавки с последующим упрочнением слоем карбида вольфрама методом высокоскоростного напыления и алмазная шлифовка позволили полностью восстановить деталь. Всего отремонтировано 2 детали.
|
До ремонта |
После ремонта |

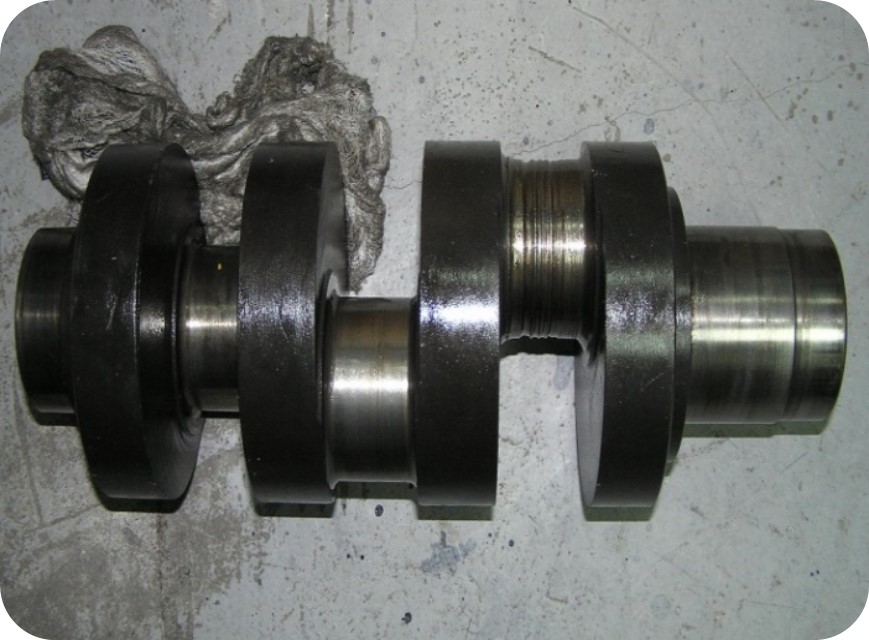
2) Восстановление геометрии коленчатых валов в судостроении и авторемонте
|
Проблема: Износ шеек коленчатых валов. Выработка ресурса, уменьшение толщины диаметра шейки посадки вкладышей.
Решение: Лазерная наплавка, напыление шеек для повышения ресурса и увеличение износостойкости.
|
 |
|
Лазерная наплавка |
Напыленное износостойкое покрытие |

3) Восстановление геометрии кулачков распределительных валов ДВС в судостроении и авторемонте
Проблема:
Выработка на поверхности кулачка.
Решение:
Восстановление геометрии и упрочнение кулачков методом лазерной наплавки и последующая шлифовка в размер.
|
Механический износ |
Восстановление геометрии |


4) Восстановление геометрии вкладышей судовых и автомобильных ДВС
Проблема:
Износ внутренней поверхности коренных и шатунных вкладышей.
Решение:
Восстановление и упрочнение внутренней поверхности: лазерная наплавка, высокоскоростное напыление и шлифовка в размер.
|
После ремонта |
Механический износ |


5) Восстановление геометрии шеек и втулок шатунов судовых и автомобильных ДВС
Проблема:
Износ верхних и нижних шеек шатунов.
Решение:
Восстановление внутренних поверхностей: лазерная наплавка, высокоскоростное напыление и шлифовка в размер.
|
До восстановления |
После восстановления |

6) Восстановление геометрии крыльчатки турбины (картриджа) методом лазерной наплавки
Проблема:
Механический износ крыльчатки турбины.
Решение:
Восстановление (выращивание) и упрочнение лопастей крыльчатки.
|
Изношенные лопасти крыльчатки |
Восстановленная крыльчатка турбины |


7) Восстановление геометрии клапанов судовых и автомобильных ДВС методом лазерной наплавки
Проблема:
Износ впускных и выпускных клапанов.
Решение:
Восстановление и упрочнение юбок клапанов наплавкой и шлифовка (притирка) в размер.
|
Восстановление геометрии клапанов |
Вид после восстановления |


8) Восстановление геометрии пальцев поршня судовых и автомобильных ДВС методом лазерной наплавки
Проблема:
Механических износ поверхности пальца поршня.
Решение:
Восстановление и упрочнение наплавкой и шлифовка в размер.

Выработка поверхности пальца поршня |

Вид после восстановления |
9) Ремонт лопатки паровой турбины с применением технологий лазерной наплавки
Проблема:
Дефект, вызванный паракапельной коррозией лопатки.
Решение:
Твердосплавная наплавка на основе Стеллит 6. Зона перемешивания металла наплавки и подслоя не превышает 0,5 мм.
|
Процесс восстановления поврежденный участков |
Вид ремонтного покрытия на кромке лопатки |


10) Восстановление и упрочнение трубы контура охлаждения АЭС методом лазерной наплавки
Проблема:
Повышенный гидроабразивный и кавитационный износ внутренних поверхностей трубопроводов контура охлаждения АЭС.
Решение:
Восстановление изношенной поверхности наплавкой и нанесение функционального слоя с повышенными характеристиками в отношении кавитационного и гидроабразивного изнашивания.

Процесс лазерно-порошковой наплавки |